Послуги
Послуги
Project description
ВИРОБИ З ПОЛІМЕРНИХ КОМПОЗИЦІЙНИХ МАТЕРІАЛІВ
Виробництво деталей з полімерних композиційних матеріалів (ПКМ) широко впроваджується в технології виготовлення сучасних виробів ракетно-космічної техніки. Сьогодні в ДП «КБ «Південне» створено сучасну дослідно-промислову базу з комплексом технологічного обладнання, яке забезпечує створення сучасних виробів з ПКМ включаючи весь технологічний цикл від проєктування та підготовки матеріалів до виготовлення серійної продукції.
Виробництво деталей з полімерних композиційних матеріалів (ПКМ) широко впроваджується в технології виготовлення сучасних виробів ракетно-космічної техніки. Сьогодні в ДП «КБ «Південне» створено сучасну дослідно-промислову базу з комплексом технологічного обладнання, яке забезпечує створення сучасних виробів з ПКМ включаючи весь технологічний цикл від проєктування та підготовки матеріалів до виготовлення серійної продукції.

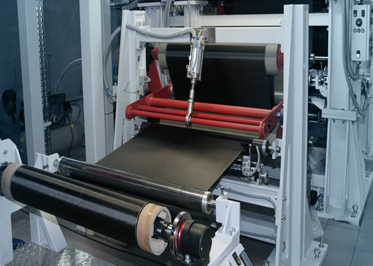
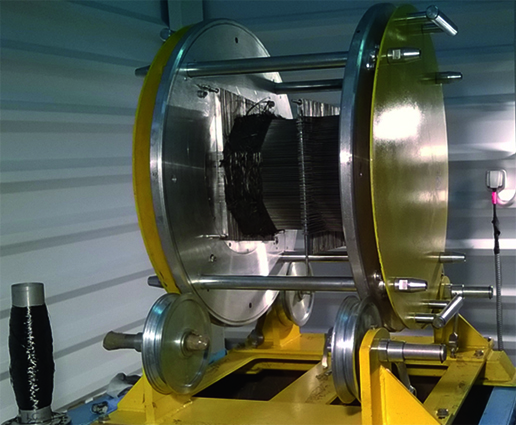
Просочувальна машина Li 3000-1000
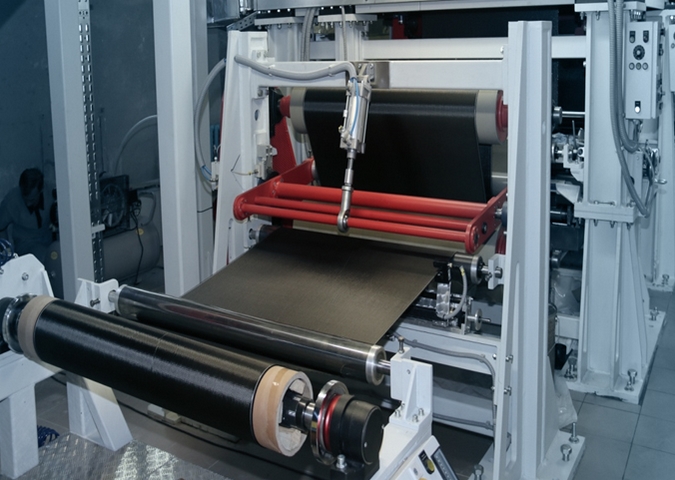
Процес просочування вуглетканини

Просочувальна машина Li 3000-1000

Процес просочування вуглетканини

Намотувальний верстат MAW 20 FB5/1 з ЧПК
Намотування здійснюють на формоутворювальну розбірну оправку за спеціальними програмами із забезпеченням необхідних параметрів за заданою схемою армування. Ця технологія забезпечує хорошу формівність виробів, що дає змогу виготовляти великогабаритні оболонки складної конфігурації і посудини високого тиску.
Намотування здійснюють на формоутворювальну розбірну оправку за спеціальними програмами із забезпеченням необхідних параметрів за заданою схемою армування. Ця технологія забезпечує хорошу формівність виробів, що дає змогу виготовляти великогабаритні оболонки складної конфігурації і посудини високого тиску.
Намотувальний верстат MAW 20 FB5/1 з ЧПК
Устаткування розраховано на виготовлення таких виробів:
• оболонки типу кокон;
• зміцнювальні оболонки кулебалона високого тиску;
• розміростабільні трубчасті конструкції;
• односпрямовані препреги;
• трубопроводи.
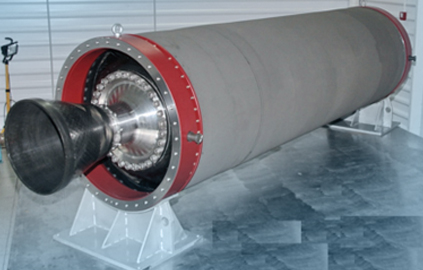
За технологією «мокрого» намотування вуглецевого волокна, просоченого епоксидним зв’язуючим, виготовляють силову оболонку і вузли стику корпусу маршового двигуна твердого палива, розтруб та армування оболонки розтруба, зміцнювальну оболонку кулебалона високого тиску й трубчасті елементи для розміростабільних фермових конструкцій космічних апаратів, прототипи паливних кріогенних баків безлейнерного типу з малими і широкими полюсними отворами з використанням вуглепластикових фланців, трубопроводів та інш. Також за технологією сухого намотування верстат може використовувати вуглецеві та скло тканини, що попередньо просочені.







| Об’єм, л | 42 |
| Діаметр, мм, не більше | 450 |
| Робочий тиск, кгс/см2 | 346 |
| Тиск руйнування, кгс/см2, не менше | 692 |
| Інтервал робочих температур, °С | від – 60 до + 50 |
| Маса, кг, не більше | 14 |
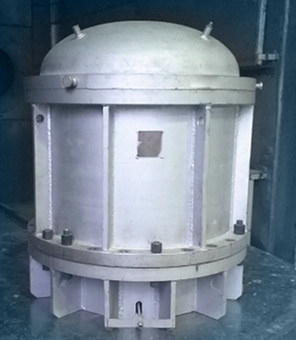
Автоклав

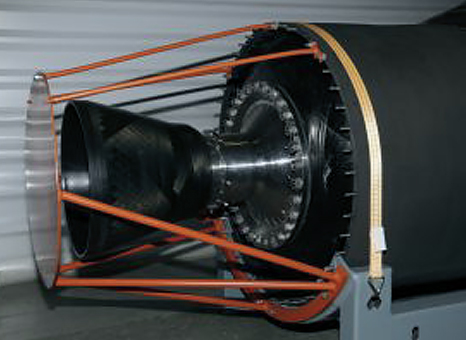
Розтруб

Комір

Автоклав

Розтруб

Комір
Призначення: деталі соплового блоку твердопаливного двигуна.
Виготовлення методом пошарового викладення або намотування з вакуум-автоклавним формуванням з подальшими механічною обробкою та вклейкою закладних елементів.
| Густина, кг/м3 | від 1300 до 1420 |
| Міцність на стискання, МПа, більше | 70 |

Розтруб з силовою оболонкою

Розтруб з корпусом маршового двигуна РДТП

Розтруб з силовою оболонкою
Розтруб з корпусом маршового двигуна РДТП
Установка для плетіння вуглецевих
армувальних каркасів 3D-структури

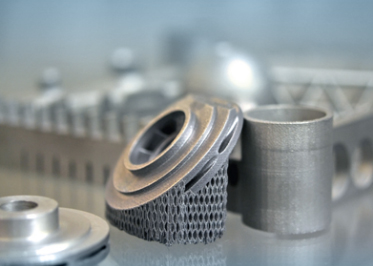
Вуглець-вуглецевий композиційний матеріал 3D структури
Вуглець-вуглецевий композиційний матеріал 3D структури
| Діаметр, мм | від 100 до 500 |
| Висота, мм | 400 |
| Густина, кг/м3 | 1700-1800 |
| Міцність на стискання, МПа | ˃ 70 |
| КЛТР,°C-1, в інтервалі температур від 20°С до 2000°С | 4 ×10-6 |
| Роботоздатність (без доступу кисню), °С, до | 3000 |
ПАНЕЛІ СОНЯЧНИХ БАТАРЕЙ
Сучасні та легкі вироби з високими характеристиками, такими як жорсткість, міцність, теплоізоляція та інше отримують з тришарових стільникових конструкцій.
Панелі сонячних батарей використовуються для установки фотоелектричної частини сонячної батареї. Тришарові панелі сонячних батарей з використанням вуглепластикових обшивок та алюмінієвого стільникового заповнювача виготовляються за допомогою методу прес-камерного формування обшивок з подальшим клейовим збиранням тришарової панелі.
| Діаметр, мм | від 100 до 500 |
| Висота, мм | 400 |
| Густина, кг/м3 | 1700-1800 |
| Міцність на стискання, МПа | ˃ 70 |
| КЛТР,°C-1, в інтервалі температур від 20°С до 2000°С | 4 ×10-6 |
| Роботоздатність (без доступу кисню), °С, до | 3000 |
ПАНЕЛІ СОНЯЧНИХ БАТАРЕЙ
Сучасні та легкі вироби з високими характеристиками, такими як жорсткість, міцність, теплоізоляція та інше отримують з тришарових стільникових конструкцій.
Панелі сонячних батарей використовуються для установки фотоелектричної частини сонячної батареї. Тришарові панелі сонячних батарей з використанням вуглепластикових обшивок та алюмінієвого стільникового заповнювача виготовляються за допомогою методу прес-камерного формування обшивок з подальшим клейовим збиранням тришарової панелі.

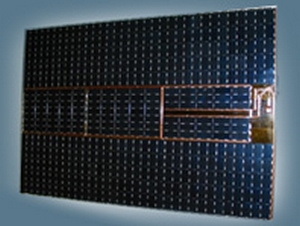
Панель сонячної батареї з фотоперетворювачами


| Маса 1 м2, кг, товщина панелі 12 мм | 1-1,3 |
| Неплощинність поверхні, мм, не більше | 1,0 |
| Розмір осередка стільникового заповнювача з алюмінієвої фольги δ=23 мкм, мм | 6,0 |
| Коефіцієнт теплопровідності конструкції по товщині, Вт/м°С | 0,4 |
| КЛТР обшивки, 1/град, не більше | 3,0×10-5 |
ТЕПЛОВІ ЕКРАНИ КОСМІЧНИХ АПАРАТІВ
| Маса 1 м2, кг, товщина панелі 12 мм | 1-1,3 |
| Неплощинність поверхні, мм, не більше | 1,0 |
| Розмір осередка стільникового заповнювача з алюмінієвої фольги δ=23 мкм, мм | 6,0 |
| Коефіцієнт теплопровідності конструкції по товщині, Вт/м°С | 0,4 |
| КЛТР обшивки, 1/град, не більше | 3,0×10-5 |
ТЕПЛОВІ ЕКРАНИ КОСМІЧНИХ АПАРАТІВ

Теплові екрани космічного апарату

Теплові екрани космічного апарату
Теплові екрани використовуються для забезпечення теплового режиму космічного апарату та захисту його від факторів космічного простору. Тришарові теплові екрани з використанням вуглепластикових обшивок та алюмінієвого стільникового заповнювача виготовляються за допомогою методу прес-камерного формування обшивок з подальшим клейовим збиранням тришарової панелі.
| Маса 1 м2, кг, товщина теплового екрану 12 мм | 1-1,3 |
| Неплощинність поверхні, мм, не більше | 1,0 |
| Розмір осередка стільникового заповнювача з алюмінієвої фольги δ=23 мкм, мм | 6,0 |
| Коефіцієнт теплопровідності конструкції по товщині, Вт/м°С | 0,3 |
РОЗМІРОСТАБІЛЬНІ НЕСУЧІ КОНСТРУКЦІЇ КОСМІЧНИХ АПАРАТІВ
Розміростабільні несучі конструкції космічних апаратів використовуються для розміщення, позиціювання та фіксації апаратури та обладнання під час його експлуатації в космічному просторі.
Теплові екрани використовуються для забезпечення теплового режиму космічного апарату та захисту його від факторів космічного простору. Тришарові теплові екрани з використанням вуглепластикових обшивок та алюмінієвого стільникового заповнювача виготовляються за допомогою методу прес-камерного формування обшивок з подальшим клейовим збиранням тришарової панелі.
| Маса 1 м2, кг, товщина теплового екрану 12 мм | 1-1,3 |
| Неплощинність поверхні, мм, не більше | 1,0 |
| Розмір осередка стільникового заповнювача з алюмінієвої фольги δ=23 мкм, мм | 6,0 |
| Коефіцієнт теплопровідності конструкції по товщині, Вт/м°С | 0,3 |
РОЗМІРОСТАБІЛЬНІ НЕСУЧІ КОНСТРУКЦІЇ КОСМІЧНИХ АПАРАТІВ
Розміростабільні несучі конструкції космічних апаратів використовуються для розміщення, позиціювання та фіксації апаратури та обладнання під час його експлуатації в космічному просторі.

Розміростабільна несуча конструкція
космічного апарату

Розміростабільна несуча конструкція
космічного апарату
| Габаритні розміри (Д×Ш×В), мм | 400×3200×1500 |
| Маса, кг, до | 704 |
Розміростабільні несучі конструкції являють собою конструкцію з тришарових панелей та вуглепластикових труб. Тришарові панелі з використанням вуглепластикових обшивок та алюмінієвого стільникового заповнювача виготовляються за допомогою методу прес-камерного формування обшивок з подальшим клейовим збиранням тришарової панелі. Вуглепластикові труби виготовляються методом «мокрого» намотування вуглецевого волокна.
| Габаритні розміри (Д×Ш×В), мм | 400×3200×1500 |
| Маса, кг, до | 704 |
Розміростабільні несучі конструкції являють собою конструкцію з тришарових панелей та вуглепластикових труб. Тришарові панелі з використанням вуглепластикових обшивок та алюмінієвого стільникового заповнювача виготовляються за допомогою методу прес-камерного формування обшивок з подальшим клейовим збиранням тришарової панелі. Вуглепластикові труби виготовляються методом «мокрого» намотування вуглецевого волокна.


Розміростабільні несучі конструкції космічного апарату

| Габаритні розміри (Д×Ш×В), мм | 2380×1532×1272 |
| Маса, кг, до | 190 |
Необхідного рівня розміростабільності трубчастого елемента досягнуто за допомогою вибору схеми армування. Залежно від схеми армування він може бути в межах від ‒ 5,0•10-7 до + 4,3•10-7 1/°С.

квадратного перерізу
| Довжина, мм | 600 |
| Поперечний розмір, мм | 28х28х2 |
| Маса, кг | 0,175 |
| Коефіцієнт термічного розширення, 1/°С | – 0,2×10-6 |
| Діапазон робочих температур в умовах космічного простору, °С | – 40 … +50 |
| Деформація в діапазоні робочих температур, мм, не більше | 0,02 |
Необхідного рівня розміростабільності трубчастого елемента досягнуто за допомогою вибору схеми армування. Залежно від схеми армування він може бути в межах від ‒ 5,0•10-7 до + 4,3•10-7 1/°С.
квадратного перерізу
| Довжина, мм | 600 |
| Поперечний розмір, мм | 28х28х2 |
| Маса, кг | 0,175 |
| Коефіцієнт термічного розширення, 1/°С | – 0,2×10-6 |
| Діапазон робочих температур в умовах космічного простору, °С | – 40 … +50 |
| Деформація в діапазоні робочих температур, мм, не більше | 0,02 |
Механічну обробку виробів широкої номенклатури (від паперу до алюмінієвих сплавів) здійснюють на високоточному п’ятиосьовому оброблювальному центрі CONCEPT 50-60 Z2500 PX5 з ЧПК (країна виробник Італія).
Можливості центру багатогранні й унікальні. Центр дозволяє проводити механічну обробку виробів із синтетичного поліаміду Nomex, неметалевих композиційних матеріалів, легких сплавів, матеріалів із стільниковою і спіненою структурами, починаючи від малогабаритних виробів (з розміром сірникової коробки) до великогабаритних (з розмірами 6000×5000×2470 мм і масою до 12000 кг), зокрема й корпусів та деталей сопел ракетних двигунів із вуглепластику і вуглець-вуглецевого матеріалу.
Устаткування поєднує в собі виконання необхідних операцій з механічної обробки виробів (точіння, свердління, фрезерування) і має ряд технічних переваг: структурну жорсткість, надійність, високу швидкість (24 000 об./хв) і точність обробки (0,03 мм), захист від абразивного пилу, відеоспостереження і фіксацію процесу механічної обробки тощо.
Верстат оснащено високопродуктивною фрезерною головкою з можливістю обробки по п’яти осях одночасно (лінійні – X, Y, Z і поворотні А-С), дооснащено, на замовлення ДП «КБ «Південне», додатковою токарно-фрезерною поворотною віссю. Є можливість ультразвукового різання, що є інноваційним проривом у високошвидкісній обробці сучасних виробів з ПКМ.

| Потужність шпинделя, кВт | 32 |
| Максимальна частота обертання шпинделя, об/хв | 24000 |
| Максимальні габарити оброблювального виробу, мм | 6000×5000×2470 |
| Максимальна маса оброблювальної заготовки, кг | 12000 |
| Система ЧПК | SIEMENS 840D Solution Line |
| Магазин інструментів, шт. | 30 |
П’ятиосьовий оброблювальний центр CONCEPT
Механічну обробку виробів широкої номенклатури (від паперу до алюмінієвих сплавів) здійснюють на високоточному п’ятиосьовому оброблювальному центрі CONCEPT 50-60 Z2500 PX5 з ЧПК (країна виробник Італія).
Можливості центру багатогранні й унікальні. Центр дозволяє проводити механічну обробку виробів із синтетичного поліаміду Nomex, неметалевих композиційних матеріалів, легких сплавів, матеріалів із стільниковою і спіненою структурами, починаючи від малогабаритних виробів (з розміром сірникової коробки) до великогабаритних (з розмірами 6000×5000×2470 мм і масою до 12000 кг), зокрема й корпусів та деталей сопел ракетних двигунів із вуглепластику і вуглець-вуглецевого матеріалу.
Устаткування поєднує в собі виконання необхідних операцій з механічної обробки виробів (точіння, свердління, фрезерування) і має ряд технічних переваг: структурну жорсткість, надійність, високу швидкість (24 000 об./хв) і точність обробки (0,03 мм), захист від абразивного пилу, відеоспостереження і фіксацію процесу механічної обробки тощо.
Верстат оснащено високопродуктивною фрезерною головкою з можливістю обробки по п’яти осях одночасно (лінійні – X, Y, Z і поворотні А-С), дооснащено, на замовлення ДП «КБ «Південне», додатковою токарно-фрезерною поворотною віссю. Є можливість ультразвукового різання, що є інноваційним проривом у високошвидкісній обробці сучасних виробів з ПКМ.
| Потужність шпинделя, кВт | 32 |
| Максимальна частота обертання шпинделя, об/хв | 24000 |
| Максимальні габарити оброблювального виробу, мм | 6000×5000×2470 |
| Максимальна маса оброблювальної заготовки, кг | 12000 |
| Система ЧПК | SIEMENS 840D Solution Line |
| Магазин інструментів, шт. | 30 |
Для визначення фізико-механічних, теплофізичних характеристик матеріалів в конструкції готових виробів або в зразках-носіях технології проводять матеріалознавчі дослідження. При цьому здійснюють вхідний контроль матеріалу і комплектувань, визначають рівень газовиділення неметалевих матеріалів під час вакуумного впливу, відпрацювання методики визначення герметичності, визначення якості продукції методами неруйнівного контролю тощо.